Co Hegesztés Beállítása Táblázat

Hegesztesi Varrat Es Hegesztesi Kotesfajtak Hogyan Hegesszunk

Tablazatok

Hegesztesi Varrat Es Hegesztesi Kotesfajtak Hogyan Hegesszunk

Mag Es Kf Pulse Ivhegeszto Eljarasvaltozatok Osszehasonlitasa
Hegesztes Mig Mag Wig Awi Stb Index Forum
Hegesztes Mig Mag Wig Awi Stb Index Forum

Co hegesztés varstroj varmig 230 duration.
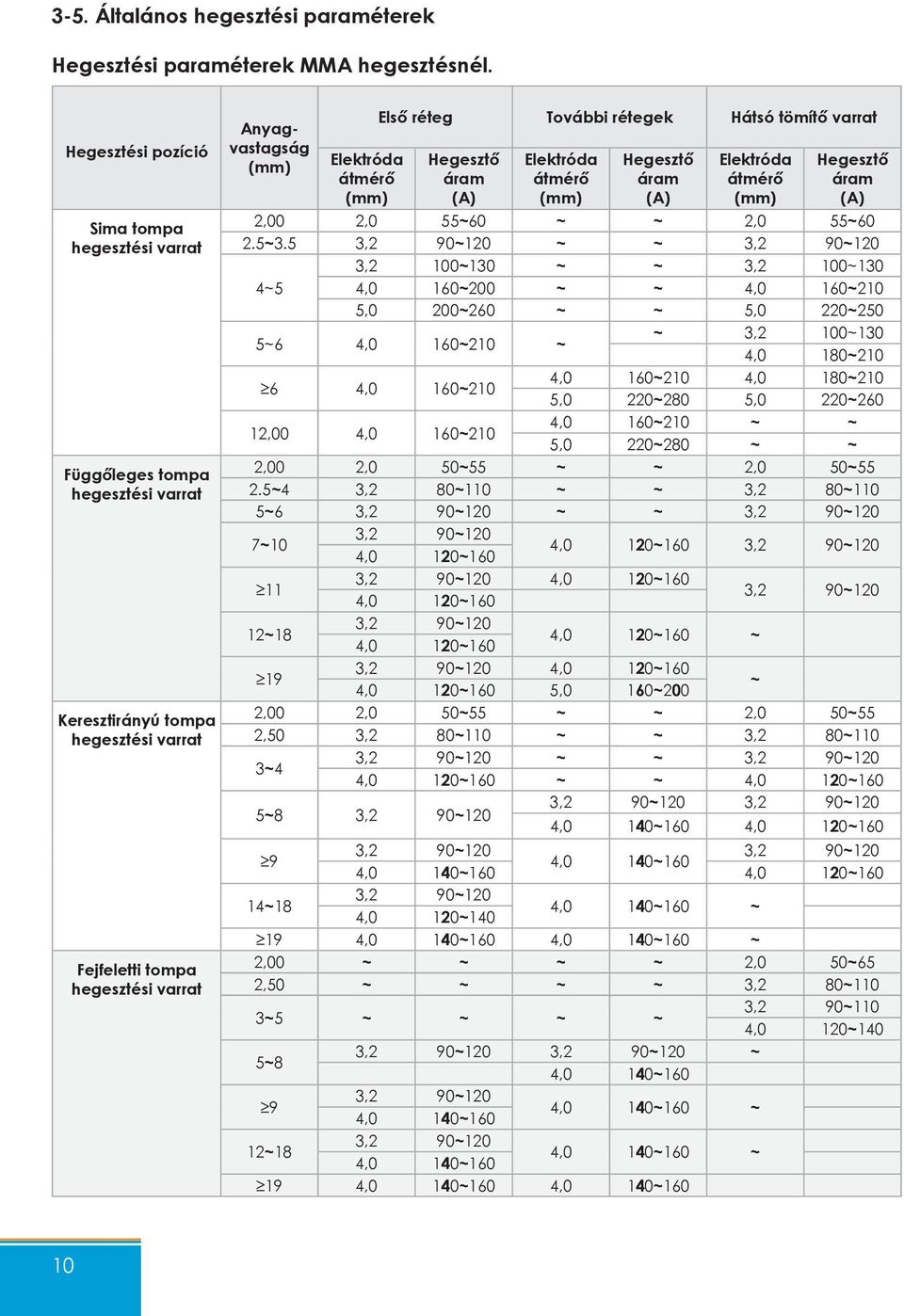
Co hegesztés beállítása táblázat. Kiemelkedő minősége és ballisztikai tulajdonságai miatt remek nagy távolságú precíziós céllövész. Olcsón szeretnék vásárolni részletek. Hegesztés oktatás digitális és hagyományos tananyagok felhasználásával. A hegesztési helyzetet pa pg betűkkel jelöljük ferde tengelyű cső esetében pedig h hegesztés felfelé ill.
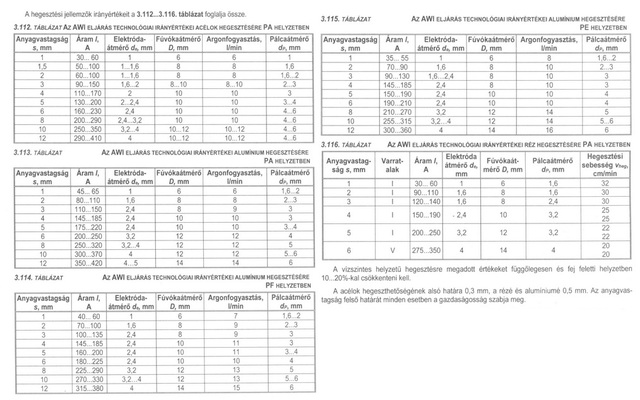
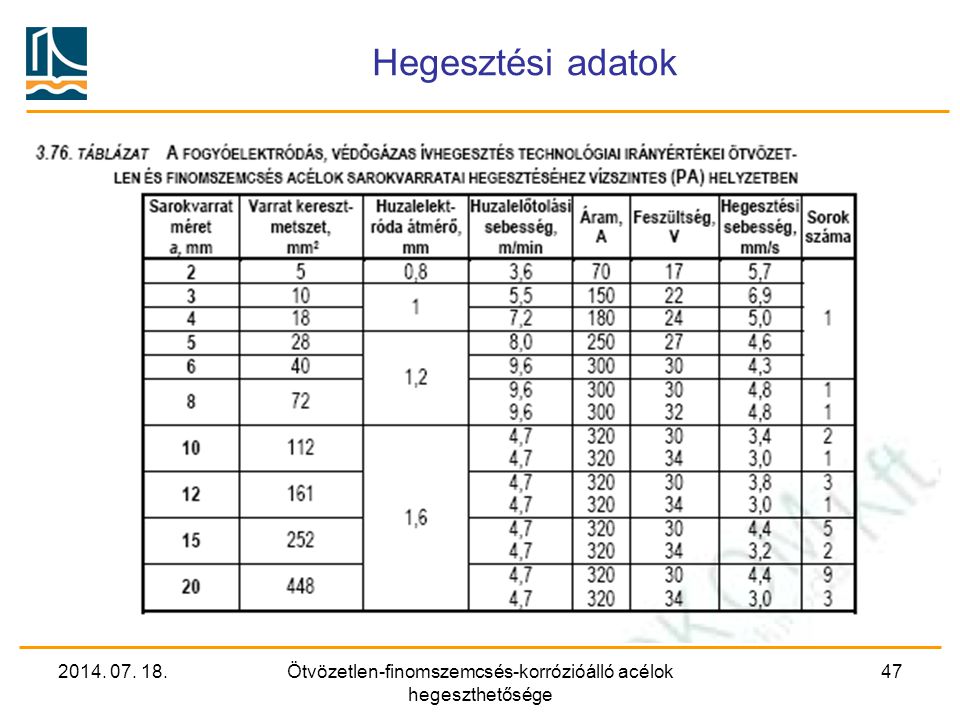
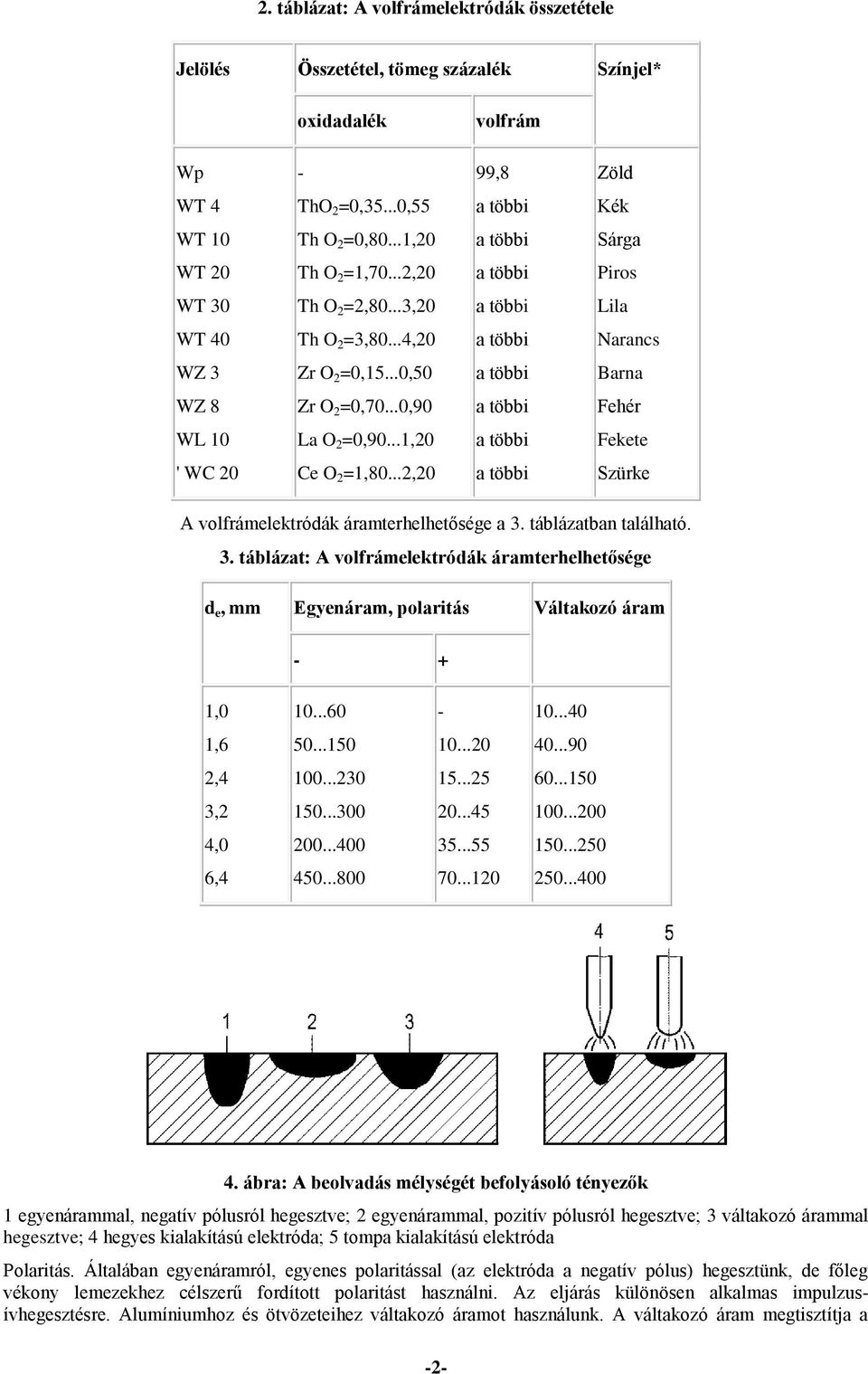
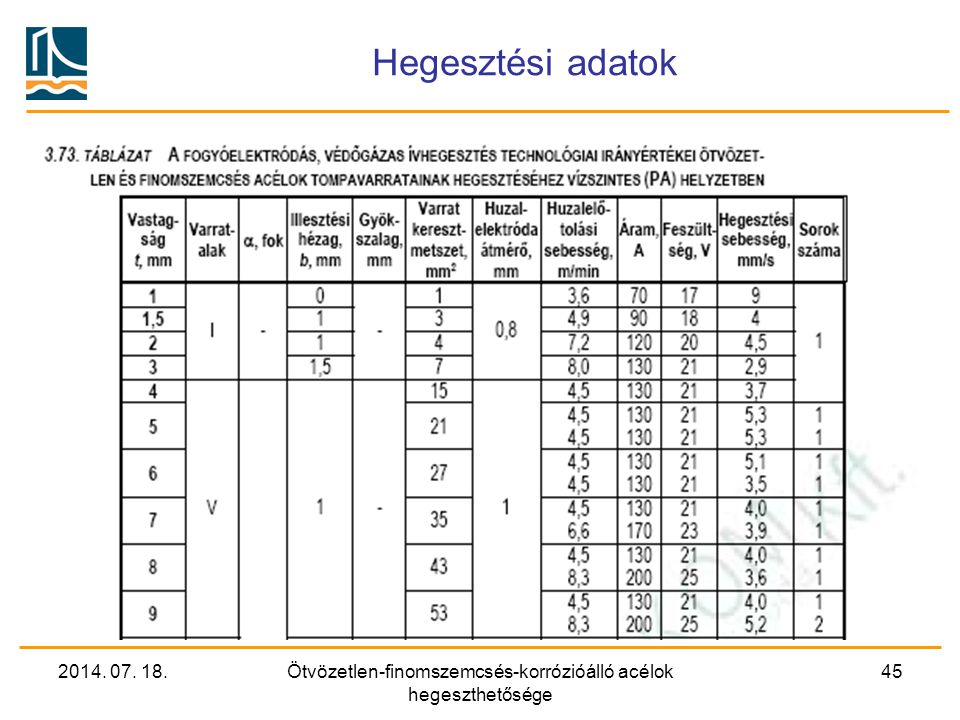
0 49 g 7 56 gr hegyes lőszer 500 db. Az oldal a kézi ívhegesztés illetve a volfrámelektródás semleges védőgázos ívhegesztés technológiájának bemutatására kidolgozott módszert ismerteti. A tompa és a sarokvarratok hegesztési alaphelyzeteit a következő táblázat foglalja össze. Ha a hegesztés kezdetén rossz a varrat minősége akkor az ívet segédanyagon kell húzni vagy a hegesztés előtt az anyagot elő kell melegíteni.
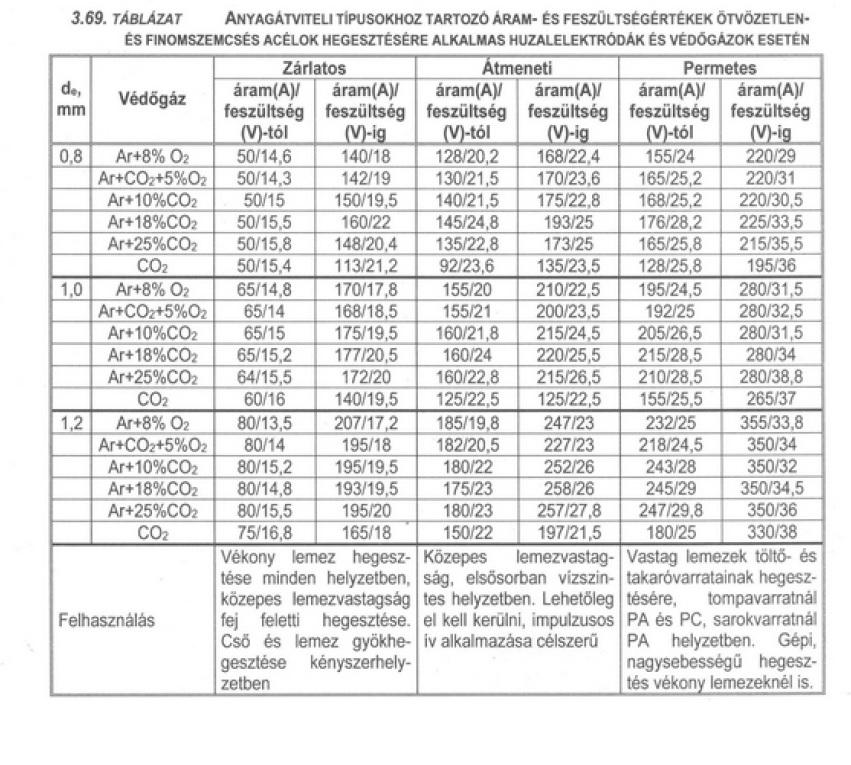
Lidra vasipari szolgáltató bt. A fogyóelektródás védőgázas ívhegesztésnél az ív a folyamatosan adagolt huzalelektróda és a munkadarab között ég védőgáz atmoszférában. A hegesztési helyzetet a hegesztési varrat térben elfoglalt helyzete és a hegesztés iránya határozza meg. Tiszta széndioxid co 2 ami a hegesztési eljárás megnevezésében is említésre került széndioxid véd őgázas hegesztés vagy hétköznapi szóhasználatban helytelenül co hegesztés.
Co hegesztés eljárás alapjai. Tig welding overhead how to tig weld overhead duration. A huzal leolvadásakor a huzal végén folyékony fémcsepp jelenik meg. H n excite spike lőszer 4 5mm 400 db.
A deep mig funkció megkönnyíti a feltöltést így egyrészt gyorsabban elvégezhető a feltöltő hegesztés másrészt a hibák és azok javítása is kiküszöbölhetők a segítségével mivel egyhuzamban végezhető nagy mélységű és pontos hegesztés. A cseppleválást segíti az elektrosztatikus erő a gravitációs erő a fémgőzök reakcióereje és a plazmaoszlop szívóereje. Co hegesztés beállítása táblázat. Kell állítani a paraméterek beállítása el őtt.
Ha túl nagy a hegesztési sebesség akkor a sebességet csökkenteni kell vagy az anyagot előmelegíteni.

Fogyoelektrodas Ivhegesztes

Aluminium Hegeszthetosege Hegesztese Hogyan Hegesszunk
Hegesztes Mig Mag Wig Awi Stb Index Forum

Tablazatok
Cutting Edge Welding Hasznalati Utasitas Mig Mag Igbt Technologias Digitalis Impulzusos Hegeszto Inverter Mig 400 Igbt Digital Pulse Pdf Ingyenes Letoltes
Mig Mag Co2 Hegeszto Keszulekek Hazilag Hobbielektronika Hu Online Elektronikai Magazin Es Forum

Aluminium Hegeszthetosege Hegesztese Hogyan Hegesszunk
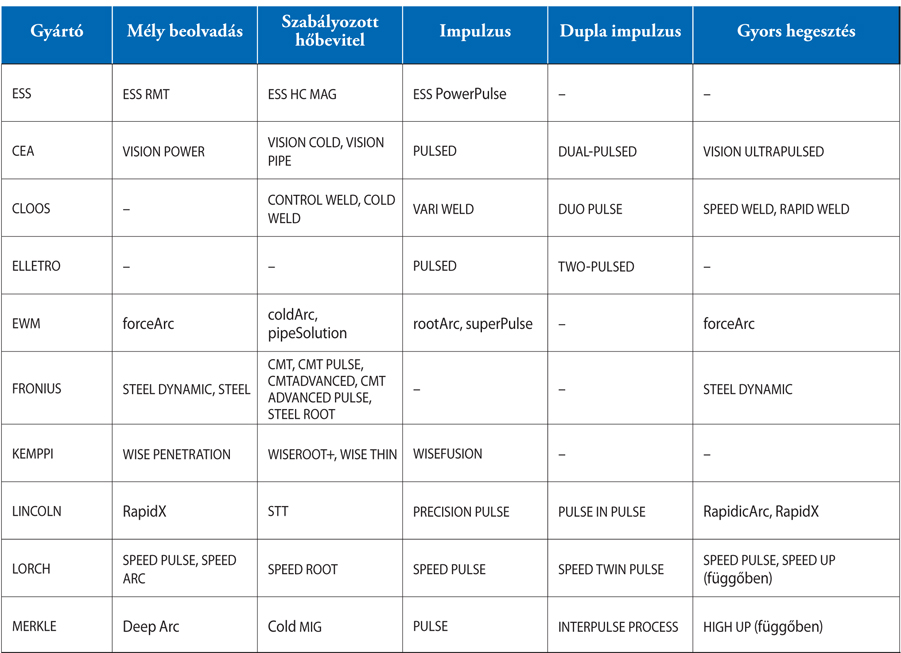
Mag Es Kf Pulse Ivhegeszto Eljarasvaltozatok Osszehasonlitasa
Vedogazas Hegesztesek Ppt Letolteni
Tuv Hegeszto Minosito Kepzes Pdf Ingyenes Letoltes
Vedogazas Hegesztesek Ppt Letolteni
Tablazatok
Segedletek A Hegesztes Cimu Tantargy Gyakorlataihoz Ii Huzalelektrodas Vedogazos Ivhegesztes 13 Mersz
